Soluciones recomendadas para cooker cooler



Compra
Adquiera el equipo de validación de Ellab y lleve a cabo estudios de validación de manera autónoma, en cualquier momento y en cualquier lugar.
Alquileres
Alquile el equipo de Ellab y pruebe los productos antes de comprometerse a comprar nada.
Servicio in situ
Obtenga un servicio de calificación y validación in situ. Contamos con ingenieros de validación formados y altamente cualificados.
Directrices reconocidas a nivel internacional
Antes de empezar a medir, es buena idea utilizar equipamiento que cumpla con:
- el certificado ISO 9001
- el título 21 CFR de la FDA, parte 113: alimentos poco ácidos procesados térmicamente
- el titulo 21 CFR, parte 11: firmas electrónicas
- las homologaciones CE y UL
- cGMP o GAMP5
- ISO/IEC 12207: procesos de la vida útil del software
- Directrices IFTPS
- Directrices emitidas por las autoridades locales
Equipo de pruebas recomendado
El sistema calibrado debería estar equipado con canales suficientes con el fin de monitorización y registrar adecuadamente la temperatura y la presión en el sistema de entrega de procesos.
Utilice data loggers inalámbricos TrackSense con una eficacia y en una cantidad adecuadas para monitorización correctamente el agua del proceso y las temperaturas del producto en la retorta.
Los data loggers deben registrar las temperaturas y la presión en intervalos adecuados, sin excederse ni un minuto, durante toda la prueba.
- Debe registrarse la temperatura inicial
- Dependiendo de la velocidad del molinete, se recomiendan de 6 a 20 loggers de temperatura
- Al menos, un logger de presión
- Tiempo de muestreo de 1 a 15 segundos

- El «punto frío» detectado suele estar en el centro geométrico.
- Lleve la cámara a la misma temperatura y presión a la que haya sido diseñada para los parámetros de procesamiento actuales antes de iniciar la prueba.
- Compruebe la eficacia de los sensores según un instrumento de referencia (ETI).
- Cualquier sensor sencillo debe estar a 0,3 °C de la referencia.
- La desviación máxima entre cualquiera de los sensores no debe superar los 0,6 °C.
Elección del sistema
Un sistema con termopar tiene la ventaja de ser siempre un sistema a tiempo real, pero la naturaleza del cooker cooler evita que este método se utilice en máquinas de producción. Pueden seguir utilizándose en simuladores de cooker cooler con sondas especiales y un slipring contact que se utilice para permitir la rotación de la lata.
Un sistema de data logger TrackSense® registra los datos que, tras acabar el proceso, se descargan al ordenador. Esto es más sencillo y más rápido de instalar en el cooker cooler, y el tamaño reducido de los loggers MINI y MICRO los convierte en ideales para este uso.
Documentación – Informes ValSuite estándar
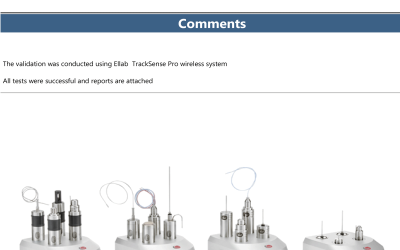
- Comentarios: especificaciones y equipo de prueba.
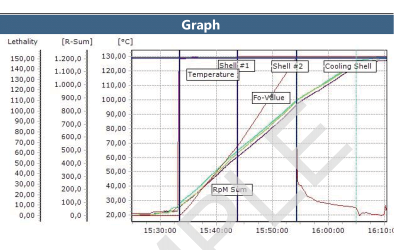
- Informe de limites: temperatura, presión, valores de F0.
- Marcadores de hechos temporales: corte, equilibrio, mantenimiento, enfriamiento.
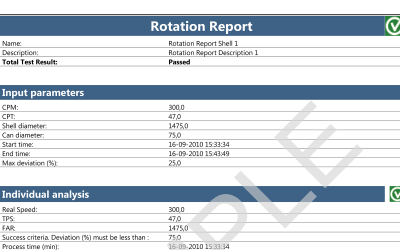
- Informe de validación avanzado: temperatura, presión, evaluación del valor de F0 de todo el criterio del proceso con una indicación clara de apto/no apto.
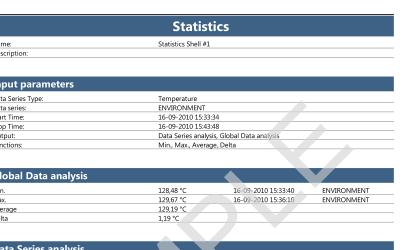
- Informes estadísticos: mínimo, máximo, media, delta de todos los parámetros.
- Penetración del calor: cálculos de Ball.
- Documentos de Word.
- Unidad: gráficos o fotos que muestren la posición de la sonda
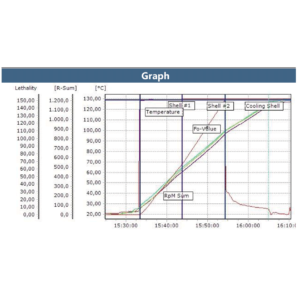
Informes de software ValSuite®
Cooker Cooler