Recommended Solutions for Cold Storage

Get Equipment
Get your own Ellab equipment to validate, qualify and monitor your processes.
Rent Equipment
Rent Ellab equipment for projects of any size and try our solutions before you commit.
Field Service and Consulting
Get on-site validation, qualification and calibration services as well as expert GMP consulting.
Guidelines
There are no specific standards covering cold storage validation but Ellab’s ValSuite Pro software calculates MKT according to these standards:
- USP chapter no. 1151:”Pharmaceutical Dosage Forms in chapter Stability”.
- ICH norm no. Q1A (R2) page 15.
Validation of a cold storage system consists of various steps regarding Installation Qualification (IQ), Operational Qualifications (OQ) and Performance Qualifications (PQ).
The IQ is conducted to demonstrate that the cold storage system is inspected and contains all the required parts for its proper functioning.
In the OQ, the performance of the cold storage system and its operational procedure is verified. The OQ portion consists of temperature mapping of the empty chamber over several hours to confirm that the empty chamber works within the specified limits throughout the chamber. The OQ also contains information about the calibration of the measuring equipment and defines the location of the thermocouples and /or data loggers in the chamber. Finally, checking of the warning and alarm limits adds to the test.
Cold Storage – PQ
The PQ verifies that the loaded cold storage chamber is capable of reaching and maintaining the target temperature range and works (while loaded) within the specified limits of temperature. The specified limits of temperature throughout the chamber are typically measured for up to 30 days to verify that the environment is stable over time.
The effect of opening doors for two different lengths of time and the effect of a power failure on the cold storage is also tested.
Ambient temperature during test shall be 22 +/-3°C.
Method
A specified number of loggers are placed in the cold storage system in the pre-determined critical mapping points while taking into account the expected gradient throughout the chamber. The temperature mapping is typically performed over a minimum period of 48 hours.
Generally, the temperature mapping grid should have all temperature recording devices and loggers positioned at distances following the sensor’s capacity to efficiently measure the temperature changes across the entire volume. The mapping grid should allow the thermal mapping activity to capture both the hot and the cold zones.
The frequency of the temperature mapping is done at least once a year. Additional temperature mapping may be required for changes such as conditions mentioned below:
Temperature settings change
Changes made to the storage capacity
Replacement of critical components e.g. valves or compressors
New accessory is installed that may impact the temperature and relative humidity
Any other changes made that could affect temperature/humidity
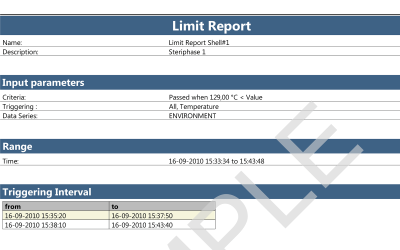
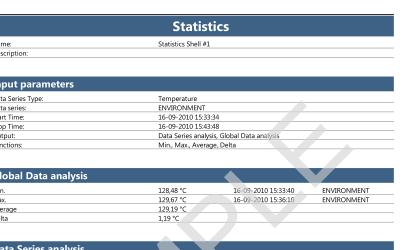
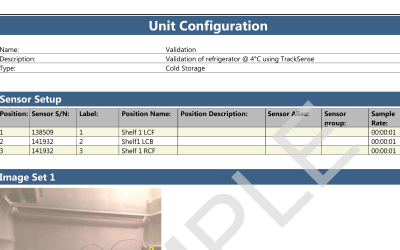
For pharmaceutical clients, most applications will require the use of advanced software such as ValSuite™ Pro with its 21 CFR Part 11 compliance and sophisticated reports/features. For validation purposes creating a Unit with the exact position of each measuring point is advantageous when handling many sample points. Further, adding it all up in a Profile including a Limit Report as well as Statistical Report is useful and time saving.
At the end of each study report(s) can be signed by Electronic Signature(s), stored, printed, and distributed in a secure and locked PDF format. For other clients that do not need the electronic records, ValSuite Basic is the right choice. This software version provides the same Statistical and Limit report options but without the Part 11 compliance.
Using the built-in calibration functionality, users can calibrate the Ellab sensors at regular intervals. The ValSuite™ Pro software generates an easy to read calibration report that includes all measurements and tolerances that are defined by the user. It is recommended that Ellab sensors and probes are sent in at least once a year for factory calibration (which includes a traceable calibration certificate).
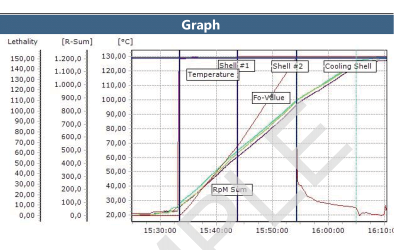
ValSuite® Software Reports
Cold Storage