Recommended Solutions for Hydrostatic Retort


Get Equipment
Get your own Ellab equipment to validate, qualify and monitor your processes.
Rent Equipment
Rent Ellab equipment for projects of any size and try our solutions before you commit.
Field Service and Consulting
Get on-site validation, qualification and calibration services as well as expert GMP consulting.
Internationally Recognized Guidelines
Before doing any measurements, it is a good idea to use equipment which is complying to:
- ISO 9001 Certification
- FDA 21 CFR 113 Thermally Processed Low-Acid Foods
- 21 CFR part 11 Electronic Signatures
- CE & UL Approvals
- cGMP or GAMP5
- ISO/IEC 12207 Software life cycle processes
- IFTPS Guidelines
- Guidelines issued by local authorities
Recommended Test Equipment
The calibrated system should be equipped with sufficient channels, to accurately monitor and record temperature and pressure – within the process delivery system.
Use TrackSense wireless data loggers of sufficient accuracy and in sufficient quantity, to adequately monitor the process water and product temperatures within the retort.
The data loggers should record the temperatures and pressure at sufficient intervals, not to exceed one minute, throughout the test.
Equipment and procedures for pressure processing in steam in hydrostatic retorts are covered by US legislation 21CFR 113.40(f) of the lacf regulations.
Check the accuracy of the sensors against a reference instrument (ETI). Any single sensor should be within 0.3°C of the reference.
The maximum deviation between any of the sensors should not be more than 0.6°C.

- Initial temperature should be recorded
- Depending on size and conveyor speed 6-20 temperature loggers are recommended
- Temperature Loggers must be spread over the whole width of the carriers
- At least one Pressure logger is recommended
- A sampling time of 1-15 seconds
- The TrackSense wireless loggers should be introduced into the carriers with intervals giving a representative mapping of the retort
- The “cold spot” detected is in the geometric center for conduction heating cans.
- Bring the retort up to the same temperature and pressure as designed for the actual processing parameters before any testing commences.
Choosing the System
In continuous Hydrostatic Retorts a cable based system using thermocouples cannot be used, so therefore a wireless data logging system like TrackSensePro should be used. This system is logging the data, which are downloaded to the computer after the process.
In order not to disturb the heat penetration of the product, it is important the data loggers used, are as small as possible, why TrackSense MINI and MICRO Loggers mounted inside the cans are ideal to measure temperature and pressure.
Standard TrackSense Pro loggers could also be used. The logger would be mounted externally through the flat lid of the can using a GKJ packing gland to secure the measuring point in the cold spot of the can. Dual sensors allow simultaneous heat penetration and temperature distribution testing across the carrier bar.
To validate the processes according to predefined acceptance criteria, ValSuite software is used.
Documentation – Standard ValSuite Reports
- Comments: Specifications and test equipment
- Limit Report: Temperature, Pressure, F0-Values
- RPM Report
- Time Event Markers: Initial temperature, Preheating-, Sterilization- and Cooling zones
- Advanced Validation Report: Temperature, Pressure, F0-Value evaluation of the whole process criteria’s with pass/fail indication
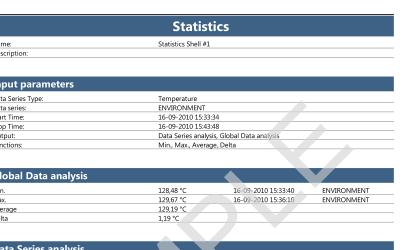
- Statistic Reports: Min, Max, Average, Delta of all parameters
- Heat Penetration: Ball Calculations
- Word Documents
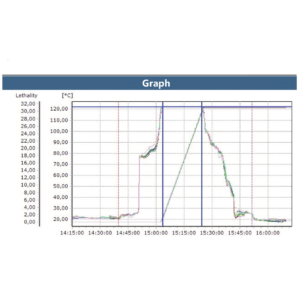
ValSuite® Software Reports
Hydrostatic Retort