Recommended Solutions for Retort Sterilization



Get Equipment
Get your own Ellab equipment to validate, qualify and monitor your processes.
Rent Equipment
Rent Ellab equipment for projects of any size and try our solutions before you commit.
Field Service and Consulting
Get on-site validation, qualification and calibration services as well as expert GMP consulting.
Internationally Recognized Guidelines
Before doing any measurements, it is a good idea to use equipment which complies to;
- 21 CFR 113 Thermally Processed Low-Acid Foods
- 21 CFR 114 Acidified Foods
- 21 CFR part 11 Electronic Signatures
- CE & UL Approvals
- ISO/IEC 12207 Software life cycle processes
- IFTPS Guidelines

Positioning of Probes and Sensors – IFTPS Guidelines
- One probe attached to the MIG/ETI temperature probe (if practically possible to enter retort and fit).
- One probe attached or in close proximity to the Controller probe.
- At least two probes in containers filled with the testing medium for obtaining the initial temperature.
- A minimum of three probes each located in separate areas of each basket or crate in steam and Water Immersion Retorts.
- A minimum of five probes each located in separate areas of each basket or crate in Water Spray and Water Cascade Retorts.
- One pressure sensor recommended.
- Depending on the processing system it may be necessary to place additional thermocouples in the vessel to adequately monitor the cold spot in the retort.
- Temperature Distribution Tests should be repeated to ensure validity of data.
- If differences between first two runs a third run must be performed.
Choosing the System
An E-Val Pro thermocouple system has the advantage of being a real-time system, but it can be time consuming to install the thermocouple probes. It may also be difficult to avoid the thermocouples getting damaged during loading and unloading particularly in automatic load/unload retort systems.
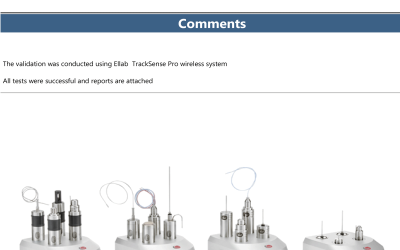
A wireless data logging system could be used where the loggers are recording the process data which is downloaded after the process to the computer. This is easier and faster to install in the retort. The TrackSense Pro data logger system is suitable for this. To have real time measurements the TrackSense Pro SKY data logger system can be used. Another advantage with TrackSense Pro System is using dual sensors, both Temperature Distribution and Penetration can be performed simultaneously.
Documentation – Standard ValSuite Reports
- Comments: Specifications and test equipment
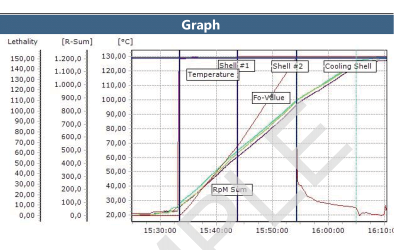
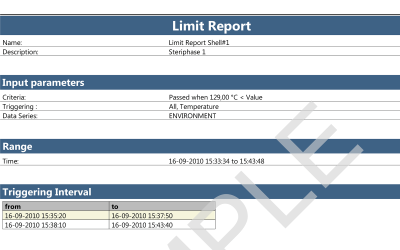
- Limit Report: Temperature, Pressure, F0-Values
- Time Event Markers: CUT, Equilibration, Holding, Cooling
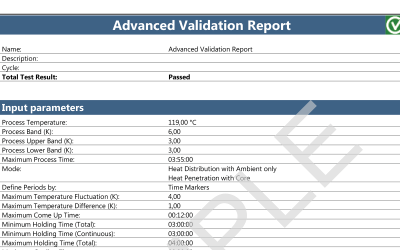
- Advanced Validation Report: Temperature, Pressure, Fo-Value evaluation of the whole process criteria’s with pass/fail indication
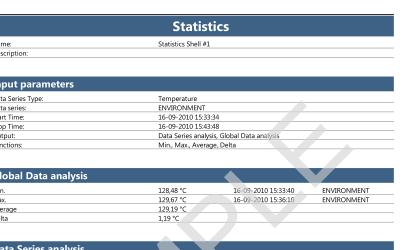
- Statistic Reports:Min, Max, Average, Delta of all parameters
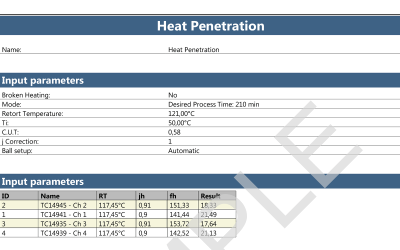
- Heat Penetration: Ball Calculations
- Word Documents
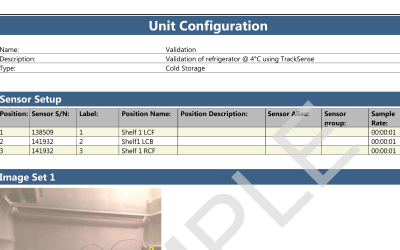
- Unit: Graphics or photos showing probe position

ValSuite® Software Reports
Retort Sterilization